Stampo

Lo stampo è un'attrezzatura progettata e impiegata in alcuni processi di produzione industriale come lo stampaggio, la pressofusione, l'imbutitura, la schiumatura o la sinterizzazione: serve a dare la forma intermedia o finale al pezzo o il materiale da lavorare.
A seconda del diverso tipo di lavorazione cambiano le caratteristiche e la tecnologia dello stampo, sebbene in forma schematica si può dire che sia formato da una matrice ed, eventualmente, da un punzone.
Uno stampo è solitamente composto da due o più semigusci, che vanno a delimitare un'area di spazio con la sagoma del pezzo da ottenere. Gli stampi di produzione sono solitamente in acciaio bonificato (un processo termico per migliorarne le caratteristiche) o temprato, ma per particolari lavorazioni si usano anche stampi in alluminio o legno. Stampi di materiali meno resistenti, come gesso, silicone o resina vengono usati per la produzione di piccole serie per la prototipazione rapida. La vita utile di uno stampo può andare da pochi pezzi, o anche di uno solo, a centinaia di migliaia di esemplari.
Gli stampi medi e grandi sono spesso costruiti per fresatura, mentre per esemplari particolarmente piccoli, con finiture complesse o per precisioni elevatissime, nell'ordine di pochi centesimi di millimetro, si usano processi ad alta tecnologia come l'elettroerosione o la fotoincisione.
Lo stampo deve essere in genere progettato senza cavità che possano limitare l'estrazione del pezzo: in particolare vanno evitati i sottosquadro, cioè angoli minori di 90°, che di fatto rendono l'elemento stampato indivisibile dallo stampo.
Nella progettazione di uno stampo bisogna prestare particolare cura agli angoli di sformo: dato che la creazione di pareti perfettamente in asse con il movimento di estrazione potrebbe dare problemi nella rimozione dei pezzi finiti, le pareti non devono mai essere progettate verticali, ma devono avere una leggera inclinazione (1 o 2 gradi) verso l'esterno. Per esemplificare, un cilindro andrebbe trasformato in un tronco di cono per poter essere estratto senza problemi.
Gli stampi, in particolare quelli per le plastiche, possono essere riscaldati o meno: gli stampi riscaldati sono più costosi ma permettono un flusso migliore del materiale liquido nelle cavità, grazie alla viscosità ridotta. All'occorrenza possono anche essere raffreddati, nel caso sia necessario estrarre i pezzi rapidamente o non sia possibile avere una catena di produzione a carosello che sfrutti diversi elementi per rendere continua la produzione senza forzarne i tempi. Un raffreddamento troppo rapido dello stampo o un riscaldamento insufficiente possono condurre, nella lavorazione delle plastiche, a pezzi con parti mancanti o a rotture. Inoltre con il raffreddamento va previsto un ritiro del materiale, che può condurre alla rottura del pezzo.
Oltre ad avere dei canali di colata o di iniezione (dove il materiale entra nello stampo), lo stampo deve avere delle materozze (che portano il materiale alla cavità), e degli sfoghi per consentire l'uscita dell'aria.
Per stampi particolarmente complessi si possono usare elementi mobili detti spine, che si ritraggono automaticamente all'apertura dei gusci, permettendo la creazione di cavità altrimenti impossibili.
Gli stampi sono oggetti costosi, che richiedono una accurata progettazione e manutenzione, e anche settimane di lavoro per la loro costruzione. Sono strettamente vincolati al tipo di materiale per cui verranno usati, dalla cui viscosità, temperatura e caratteristiche dipendono numerose variabili.
Metalli
[modifica | modifica wikitesto]Lamiere
[modifica | modifica wikitesto]Nello stampaggio di lamiera lo stampo è costituito da un blocco d'acciaio, suddiviso in un guscio femmina e da un altro maschio (controstampo) collocati nella pressa, uno sulla base e l'altro sulla parte mobile della macchina utensile, che deformano il materiale fino ad ottenere anche con passaggi successivi (e con stampi via via leggermente diversi) la forma finale del pezzo industriale. Questo processo è noto come imbutitura. Si tratta di un'operazione molto difficile, che deve essere suddivisa in numerosi passaggi per evitare che le lamiere vengano stirate eccessivamente e quindi possano strapparsi o riportare assottigliamenti non uniformi. Per la costruzione di pezzi per il mercato automobilistico si usano stampi di grosse dimensioni, che spesso includono bordature studiate per la punzonatura delle parti da rimuovere (la cava del finestrino, ad esempio). La lavorazione delle lamiere viene spesso effettuata in modo da dare loro una struttura portante, con delle nervature e delle pieghe curve che danno solidità al pezzo. Oggi è possibile ottenere processi di lavorazione totalmente automatizzati.
Colate
[modifica | modifica wikitesto]Gli stampi da colata sono molto semplici, necessitando solo di alta resistenza alle temperature, di un canale di ingresso del materiale e di uno per la fuoriuscita dell'aria. Si usano per la produzione di pezzi in ferro, per la realizzazione di lingotti e di elementi grezzi per lavorazioni successive.
Pressofusioni
[modifica | modifica wikitesto]Per lavorazioni di elementi in metallo non ferroso e a geometria piena si possono creare degli stampi in grado di sostenere pressioni elevate. Il processo si chiama pressofusione o, meglio, pressocolata. Il metallo liquido viene iniettato nello stampo e grazie alla pressione (fino a 100 MPa) va a riempire tutte le cavità, con il risultato di ottenere una struttura più compatta e uniforme rispetto a quelle da colata. Generalmente si realizzano pezzi in alluminio da 0,05 a 50 kg di massa, ma sono possibili stampi anche di dimensioni maggiori e molto costosi. Altri materiali hanno limiti inferiori. Questo tipo di stampi richiede poca manutenzione e può arrivare a produrre centinaia di pezzi l'ora. Stampi di questo tipo arrivano a 150.000 stampate prima di essere rinnovati.
Materie plastiche
[modifica | modifica wikitesto]Per le materie plastiche, gli stampi sono generalmente in acciaio bonificato e/o trattato superficialmente per le produzioni di larga scala, mentre sono in alluminio per gli stampi pilota, utilizzabili anche per piccole produzioni, generalmente di alcune decine di migliaia di pezzi.
Generalmente nell'ambito dello stampaggio della plastica si stampano da uno a diverse decine di pezzi (si privilegiano, per motivi di bilanciamento delle cavità ) con una sola stampata, per ogni ciclo. Gli stampi dunque possono avere più di una cavità.
I più semplici stampi per parti in plastica sono composti da due semi-gusci, uno detto parte fissa e l'altro parte mobile, tipicamente raffreddati ad acqua e con i movimenti di estrazione meccanici generalmente posti nella parte mobile.
Parte fissa
[modifica | modifica wikitesto]La parte fissa è composta da diverse piastre, con funzioni che vanno dall'isolamento (generalmente la prima piastra lato macchina), al fissaggio, al sostegno del tassello contenente la semi-forma - generalmente la femmina - del pezzo. La parte fissa contiene il canale d'ingresso del fluido plastificato. Se lo stampo è di tipo "a canale freddo" esso conterrà il condotto per la materozza. Se invece è di tipo "a camera calda" allora conterrà la camera calda, ovvero un assieme di piastre che contengono i canali mantenuti caldi per evitare la solidificazione del materiale nel canale di iniezione.
Parte mobile
[modifica | modifica wikitesto]La parte mobile è in genere più complessa, poiché contiene i meccanismi necessari all'estrazione della parte. La metà stampo in questione contiene una piastra di fissaggio (lato macchina), dotata di fori passanti per lo scorrimento delle colonne che movimentano il tavolino, ovvero la piastra mobile a cui sono fissati gli estrattori - generalmente colonnine cilindriche che sospingono il pezzo fuori dalla metà stampo. Gli estrattori scorrono in fori passanti che attraversano l'ultima piastra, nella quale è intassellata la semi-forma - generalmente il maschio - del pezzo.
Materiali per stampi per materie plastiche
[modifica | modifica wikitesto]
I materiali utilizzati per lo stampaggio di materie plastiche necessitano di avere proprietà meccaniche tali da renderli resistenti e tenaci nei confronti delle elevate forze di chiusura della pressa, nonché sufficientemente resistenti all'usura dovuta al flusso di materiale plastico (talvolta rinforzato con fibre, che ne incrementano la resistenza ma anche la capacità usurante), corrosione dovuta al liquido di raffreddamento (spesso acqua) e agenti chimici corrosivi (composti del cloro, etc.) presenti nel flusso plastico in temperatura (100-350 °C) ed infine al funzionamento in temperatura (20-150 °C) e a regolari variazioni e gradienti di temperatura. Al tempo stesso è necessario che tali materiali siano facilmente lavorabili da utensili di fresatura e/o elettroerosione, nonché lucidabili e trattabili superficialmente.[1]
Lo stampaggio per produzioni di massa (oltre i 100'000 pezzi l'anno) fa uso quasi esclusivamente di acciai, delle famiglie degli acciai da cementazione (che coprono l'80% del mercato degli acciai per stampi[1]), acciai da nitrurazione, acciai da bonifica, acciai per utensili (AISI A6, H13, H23, O1, S1, S7, acciai per stampi AISI P2, P20), acciai rapidi, acciai inossidabili (AISI 420), etc.[1]
I più comuni trattamenti ai quali si sottopongono gli acciai utilizzati per lo stampaggio di materie plastiche, soprattutto per le piastre o tasselli che contengono la cavità, sono la bonifica, cementazione, cromatura, distensione, indurimento secondario, nitrurazione, borodizzazione, nichelatura, normalizzazione e rivestimenti anti-usura.[2] I rivestimenti vengono applicati generalmente con tecnologie CVD (Chemical Vapor Deposition) o PVD (Physical Vapor Deposition). Altri trattamenti speciali sono la tempra laser o a fascio di elettroni.
Gli acciai sono semplici ed economici da lavorare se con tensioni di snervamento tra i 600 e gli 800 MPa, sebbene siano lavorabili con maggiori costi e complicazioni fino a 1500 MPa, soprattutto se additivati con lo zolfo, sebbene ciò comporti una minore lucidabilità, saldabilità e possibilità di elettroerosione di qualità.[1]

Per facilitare lo scambio e l'evacuazione del calore dallo stampo, in modo da raffreddare rapidamente il manufatto plastico e contenere le temperature, il gradiente e le variazioni termiche dello stampo o di alcune sue zone, è comune l'utilizzo di inserti in rame-berillio (leghe CuBe), riconoscibili rispetto all'acciaio per il colore rossastro dato dal rame. Tali leghe hanno un coefficiente di scambio termico molto più elevato dell'acciaio ma sono più soggette ad usura.
Per piccole produzioni o per stampi pilota è invece molto comune l'utilizzo delle leghe di alluminio, che è vantaggioso per la migliore ed più economica lavorabilità, nonché per un coefficiente di scambio termico circa 4 volte maggiore di quella dell'acciaio.
Altre leghe utilizzate nel campo dello stampaggio materie plastiche sono le leghe di zinco e leghe bismuto-stagno (leghe BiSN), sempre per scopi di prototipazione o stampo pilota.[1]
Stampi a canale freddo
[modifica | modifica wikitesto]
Lo stampaggio a iniezione delle materie plastiche nasce con la tecnologia detta a canale freddo, che necessita di una materozza ovvero di un canale nello stampo che distribuisca ed inietti nelle cavità dello stesso, per poi raffreddarsi ed essere estratto assieme al manufatto, prima dell'inizio di un nuovo ciclo. Questo espediente è necessario per evitare che tra un ciclo e l'altro il fluido plastico contenuto nel canale dello stampo si raffreddi tra un ciclo e l'altro e impedisca l'iniezione di un nuovo pezzo.
Stampi a canale caldo
[modifica | modifica wikitesto]La camera calda è una porzione della parte fissa che spesso è acquistata da produttori di stampi ed inserita nello stampo. Essa permette al fluido plastificato di raggiungere i punti di iniezione direttamente nella parte e/o ramificarsi per iniettare direttamente nelle diverse cavità dello stampo, permettono di stampare senza materozza.
La parte attiva della camera calda consiste nei sistemi di resistenze elettriche che riscaldano i canali detti appunto "canali caldi" che convogliano il materiale plastificato. Tali resistenze sono controllate esternamente, tramite delle termocoppie, da una centralina che permette di impostare la temperatura dei diversi set di resistenze e di controllare la corrente in modo da conservare l'integrità delle resistenze durante il riscaldamento.
-
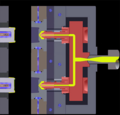 Sezione di una camera calda
Sezione di una camera calda -
 Resistenza di riscaldo ugello d'iniezione
Resistenza di riscaldo ugello d'iniezione -
 Ugelli d'iniezione
Ugelli d'iniezione -
 Resistenza di riscaldo ugello d'iniezione, isolata da un cilindro di MgO (ossido di magnesio)
Resistenza di riscaldo ugello d'iniezione, isolata da un cilindro di MgO (ossido di magnesio)




Estrazione
[modifica | modifica wikitesto]
L'estrazione è generalmente ottenuta tramite il solo movimento del tavolino di estrazione, a cui sono collegati gli estrattori che agiscono direttamente sul pezzo. Il tavolino è movimentato da una o più colonne dedicate all'estrazione, movimentata dalla pressa di stampaggio in modo asincrono dai movimenti della parte mobile dello stampo. Normalmente la pressa di stampaggio gestisce un solo movimento di estrazione: ogni soluzione più complessa è a carico dello stampo e non della pressa.
Nel caso di parti che rimangono aderenti alla parte fissa dello stampo, si possono implementare dei sistemi di estrazione lato parte fissa. I sistemi più comuni si basano su colonne di rimando che, a stampo aperto, sospinte da molle tendono a fuoriuscire dalla parte fissa e, solidali ad esse, degli estrattori spingono il pezzo fuori dalla semi-cavità. A stampo chiuso le colonne di rimando vengono sospinte nella parte fissa, comprimendo le molle e facendo rientrare con esse gli estrattori.
Sono diffuse soluzioni di estrazione, dedicate alla gestione dei sottosquadri, che prevedono l'utilizzo di più di un tavolino e diversi meccanismi dedicati, di varia complessità.
Movimenti trasversali di estrazione per sottosquadri
[modifica | modifica wikitesto]Per le parti con sottosquadri pronunciati, sono necessarie soluzioni che permettano di movimentare le parti dello stampo che ostacolerebbero l'estrazione del pezzo in presenza di sottosquadri.
Esistono diversi tipi di tecnologie, tra le più comuni:
- Carrelli e guance: porzioni di stampo che vengono spostate lateralmente nel momento dell'apertura dello stampo, proprio in funzione del contatto con di semicolonne angolate rispetto alla direzione di estrazione, fissate nella parte fissa dello stampo.
- Cilindri o martinetti: tipicamente utilizzati per la realizzazione di parti con fori o concavità perpendicolari alla direzione di estrazione, generalmente di piccola dimensione. Tali martinetti sono azionati oleodinamicamente, da un circuito temporizzato dalla pressa in corrispondenza all'estrazione, o elettricamente.
- Stecche: vengono utilizzati degli elementi elastici montati nella direzione di estrazione, detti stecche, che permettono di liberare parti della cavità che altrimenti si opporrebbero all'estrazione della parte. Ciò è possibile grazie al pretensionamento di tali stecche in modo tale da permettere di prendere una posizione di riposo non rettilinea una volta che queste vengono estratte come fossero normali estrattori.
- Estrazione a strappo: le filettature sono generalmente sottosquadri non particolarmente pronunciati ma presenti in corrispondenza di diametri chiusi, quindi difficili da gestire senza movimenti di rotazione e svitamento. Per questo motivo una valida alternativa è l'estrazione a strappo che consente, con una serie di movimenti lineari, di liberare le parti esterne della parte, per poi liberarne il filetto, evitando deformazioni che renderebbero inutilizzabile la filettatura. Per questo tipo di movimentazione sono utilizzati sistemi gancia-sgancia atti a muovere in momenti distinti dei sistemi di estrazione con funzione diversa, a partire dall'unico movimento della piastra di estrazione della pressa di stampaggio.
- Estrazione a svitamento: le parti con filettature possono essere estratte anche tramite svitamento (rotazione o roto-traslazione) dell'inserto dello stampo che contiene la filettatura. Il movimento di svitamento può essere ottenuto in modo dipendente dal movimento dello stampo (per esempio con meccanismo a pignone e cremagliera), oppure indipendentemente tramite motore elettrico o oleodinamico, con cinghie o catene di trasmissione.
-
 Stampo con carrello trasversale
Stampo con carrello trasversale -
 Parte fissa dello stampo, con colonne inclinate per guidare delle guance di estrazione laterale.
Parte fissa dello stampo, con colonne inclinate per guidare delle guance di estrazione laterale. -
 Due semistampi con colonna inclinata per movimento di estrazione laterale a guancia.
Due semistampi con colonna inclinata per movimento di estrazione laterale a guancia. -
 Semistampo contenente due movimenti trasversali azionati da carrelli
Semistampo contenente due movimenti trasversali azionati da carrelli




Sfoghi gas
[modifica | modifica wikitesto]
Durante l'iniezione del materiale plastico nella cavità che produrrà la forma desiderata per la parte prodotta, l'aria contenuta nella forma viene normalmente compressa ed evacuata tramite fessure non percepibili sulla linea di chiusura dei due semigusci o nella zona di contatto tra estrattori e stampo. Tuttavia è sempre di maggior diffusione, per il miglioramento della qualità del pezzo prodotto, la creazione di canali di sfogo gas sullo stampo o l'utilizzo di soluzioni dedicate quali valvole o altri sistemi meccanici.
Generalmente gli sfoghi gas si eseguono realizzando dei canali poco profondi (ordine del decimo di millimetro) che, sulla superficie di una delle due metà stampo, si distaccano dai punti della cavità che si riempiono per ultimi e che confluiscono in un canale di profondità maggiore che porta fino all'esterno dello stampo, in modo da creare un canale di uscita per l'aria presente nella cavità.
I canali sottili che si distaccano dalla cavità hanno uno spessore tra gli 0,02 e 0,05 mm, in modo da non permettere al fluido plastificato di scorrere al loro interno né di creare bave o difetti superficiali visibili. I canali in cui vengono convogliati gli sfoghi gas sono invece di profondità e sezione maggiore, dato che non rischiano di dare accesso al fluido plastificato e devono al contempo permettere all'aria proveniente da più di un canale di confluire fino all'esterno.
Note
[modifica | modifica wikitesto]- ^ a b c d e Georg Menges, Paul Mohren, How to make injection molds, Munich, Hanser, 1991, p. 3, 6, 14, 29, ISBN 3-446-16305-0.
- ^ Domenico Surpi, Acciai per stampi e utensili (PDF), Esine (BS), Gruppo LUCEFIN, 2011, p. 6. URL consultato il 21 gennaio 2017 (archiviato dall'url originale il 15 dicembre 2017).
Bibliografia
[modifica | modifica wikitesto]- Domenico Surpi (2011), Acciai per stampi e utensili, Gruppo LUCEFIN, Esine (BS)
Voci correlate
[modifica | modifica wikitesto]Altri progetti
[modifica | modifica wikitesto] Wikizionario contiene il lemma di dizionario «stampo»
Wikizionario contiene il lemma di dizionario «stampo» Wikimedia Commons contiene immagini o altri file su stampo
Wikimedia Commons contiene immagini o altri file su stampo
| Controllo di autorità | GND (DE) 4039796-8 |
|---|